Меню
Записи в блогах
Последние комментарии
|
Коленвал
Закончил я свое "произведение".
Расскажу как его делал. Как вы поняли речь пойдет о коленвле. Делал я коленвал с стандартными характеристиками, ход 44 мм, шатун с межцентровым расстоянием 90 мм, от Honda Lead 90, все подошло, только палец НГШ 18 мм, но это не страшно, и ВГШ на сеператоре. Накосячил я, как всегда, не мало  , но обо всем по порядку. , но обо всем по порядку.  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
 Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
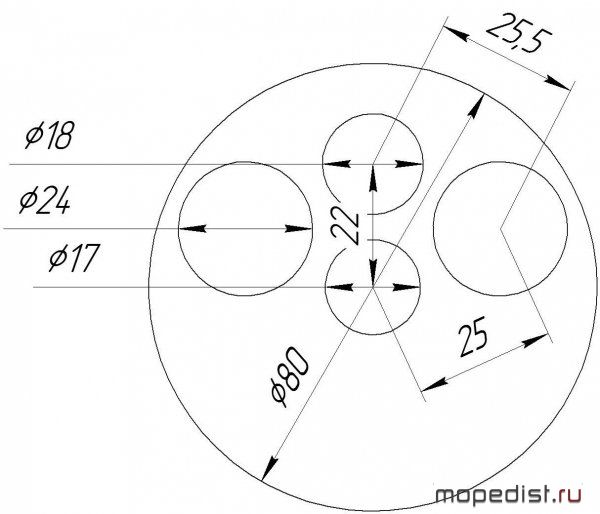
Для изготовления щек использовал сталь 40ХН2МА, она достаточно жесткая, на мой взгляд, чтобы щеки не прокаливать. Делал заготовки на токарном станке, блинчики диаметром 85 мм, и толщиной 15 мм, потом на плоско шлифовальном станке шлифовал с двух сторон, до толщины 14 мм. Можно сделать и на токарном станке, но следует обратить внимание на паралельность плоскостей. Сверлил я все это дело в сваренном состоянии  чтоб все было симметрично. Сверление под коренные цапфы диаметром 16,5 мм, с последующей разверткой (развертка машинная, 17 мм, N1).  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
После развертки проточил относительно отверстий под коренную цапфу, до диаметра 80 мм.  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
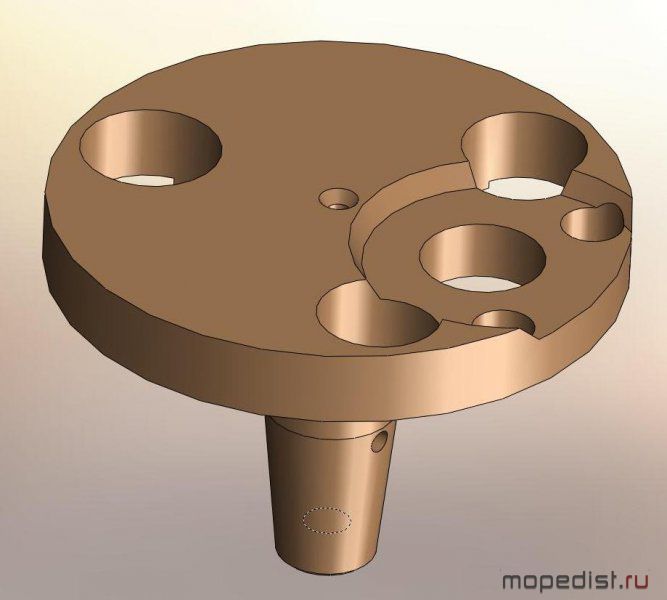
Сверление под балансировочные отверстия диаметром 24 мм. Потом я поставил шайбы и заварил их.  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Отверстие ВГШ сверлил на 17,5 мм, после доводил китайской разводной разверткой до размера 17,95 мм Коренные цапфы взял готовые, с старого советского коленвала. Левая была запресована  а правая за одно с щекой, обрезал щеку болгаркой, потом протачивал до размера 17,05 мм, под горяче пресовую посадку, левую точно так же. а правая за одно с щекой, обрезал щеку болгаркой, потом протачивал до размера 17,05 мм, под горяче пресовую посадку, левую точно так же.Теперь о косяках: при сборке обязательно смазывайте сопрягающиеся поверхности маслом!!! Я одну забыл смазать, содрало стружку, пришлось приваривать.  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
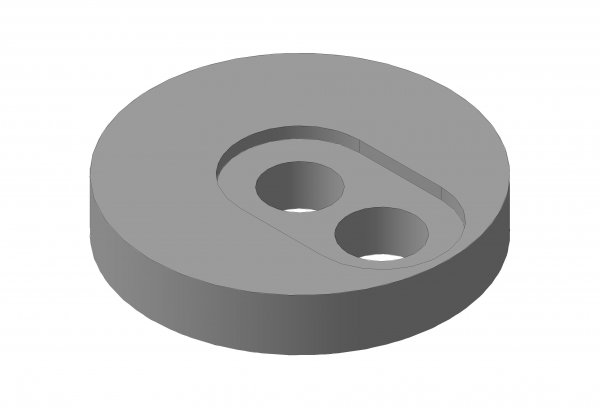
При сборке греем щеку до 250 градусов (коричневый цвет чистого метала), смазываем цапфу маслом и пресуем. Обязательно, перед сборкой, протираем фаски мелкой наждачкой, и снимаем все заусенцы. Потом в отверстие под палец НГШ вставляем плотненько втулочку под направляющую зенковки и зенковкой делаем выточку под НГШ диаметром 32 мм.  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
На фото зенковка на 24 мм, но смысл тот же.  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Палец НГШ пресуется примерно так же,  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Центровку делал в токарном станке, крутил и смотрел куда ударить, потом снимал, поправлял и снова крутил... и так до 0,01 мм. Отдельно балансировку не делал, как заведу оно покажет, прав я был или нет  Получилось примерно так:  Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
 Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Комментарии (18)
|









 А тяжелое колено это хорошо (мое мнение).
А тяжелое колено это хорошо (мое мнение).



 По поводу смазки НГШ, можно подробней?
По поводу смазки НГШ, можно подробней?


{kind=link}