Ребята, кто нибудь занимался перепресовкой колена, можно купить отдельно шатун с коренным подшипником и пальцем, стоимостью в 50% дешевле от колена. Мне интересен сам процесс, на сколько это трудоемко, и как он потом центруется и балансируется?
не буду ездить на "китайцах",они мне сильно трусят яйца.
косованыч, Ты читаешь мои мысли, я щас пришёл домой и начала создавать тему про КВ, а тут смотрю уже есть, короче говоря: "Мысли гениев - сходятся". На дырчике делали это, но на КВ от пилота, так вот пресса в 10 тонн оказалось мало, для нашего мне кажется и 5т хватит!
Я просматривал эту тему, там пресс механический, а я думаю сделать пресс гидравлический, сосед такой делал, тем более он мне итак пригодится подшипники на колесах прессовать, на СТО дорого выходит.
не буду ездить на "китайцах",они мне сильно трусят яйца.
и слыхал такую фигню что на старый палец противовес прессовать нельзя потому как он уже не за прессуется и противовес провернет да и ювелирная там работа его еще надо от балансировать чтобы его не калбасило в картере
и слыхал такую фигню что на старый палец противовес прессовать нельзя потому как он уже не за прессуется и противовес провернет
Это из той песни что "Слыхал звон да не знаю где он" это я про тебя а не про двигло.С чего его должно провернуть то?Если сажать придеться на горячую.То есть нагреть щеку а палец остудить.
просто уже запрессовка уже будет не та хотя как знать может у кого есть хороший пресс сделает что его не провернет у нас так барыги развлекаются покупают старый каленвал меняют подшипник меняют втулку шлифуют иногда красят и продают по цене нового просто не кто не советует брать колено после пере прессовки потому как его проворачивает хотя это зависит от того как сделать
В случае износа кривошипа, при работе которого слышен стук, не следует эксплуатировать мотоцикл. На поверхностях кривошипного пальца и шатуна при этом образуются повреждения от наклепа и выкрашивания, которые не удается устранить шлифованием. Ролики также нельзя больше использовать.
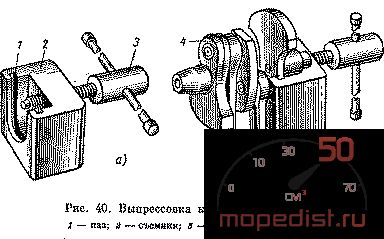
Кривошип можно распрессовать небольшим прессом или специальным съемником. На рис. 40 показан съемник, изготовленный на токарном станке и предназначенный для разборки кривошипов двигателей М-61 и ему подобных. Съемник надевают на съемочные выступы наружной щеки кривошипа так, чтобы винт (диаметром 27 мм, шаг резьбы 3 мм) упирался в кривошипный палец. Съемник закрепляют в больших тисках или приваривают к стальной балке. Под винт съемника надо подложить шайбу и густо смазать ее и резьбу универсальной среднеплавкой смазкой (солидолом). При завинчивании винта съемника надо пользоваться длинным воротком. Для выпрессовки кривошипа двухтактного двигателя можно обойтись без подобного съемника и пользоваться прессом.
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
При сборке коленчатого вала двигателя типа М-61 на прессе можно прежде запрессовать кривошипные пальцы цилиндрическими концами в среднюю щеку и затем напрессовать на конусные концы крайние щеки, обеспечивая осевое перемещение шатуна между щеками в пределах 0,04—0,14 мм. Центрирование коленчатого вала производят в центрах токарного станка с помощью индикатора. Биение коренных шеек на длине 20 мм не должно превышать 0,05 мм.
Если шейки параллельны, но не соосны, то их положение выравнивают ударами алюминиевого молотка по щекам (рис. 41, б), а если расположены под углом, то сжимают в тисках (рис. 41, а).
У кривошипа одноцилиндрового двухтактного двигателя М-103 и ИЖ «Юпитер» биение шеек на длине 20 мм не должно превышать 0,02 мм, у двигателей ИЖ 56, ЙЖ «Планета» — не более 0,03 мм.
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
При установке новых шатуна, пальца и роликов необходимо, чтобы радиальный зазор в подшипнике шатуна двигателя мотоцикла М-61 был равен 0,01—0,02 мм (причем шатуны с подшипником правого и левого цилиндров должны иметь одинаковую массу), двигателей мотоциклов М-103 — не более 0,012 мм и двигателей мотоциклов ИЖ-56, ИЖ «Планета», ИЖ «Юпитер» — не более 0,016 мм. При незначительном увеличении радиального зазора срок службы роликоподшипника шатуна немного уменьшится; в результате сборки без зазора роликоподшипник может разрушиться в течение первых часов работы двигателя. Кроме того, следует обеспечить правильный осевой зазор роликов подшипника. В противном случав ролики будут притормаживаться с торца и скользить (а не катиться), вследствие чего на них образуются лыски и подшипник выйдет из строя. Диаметры роликов не должны отличаться один от другого более чем на 0,002 мм. Так точно измерить диаметр роликов вне заводских условий нелегко. Поэтому надо проверить размеры роликов в комплекте микрометром, чтобы не допустить большого отклонения в размере отдельных роликов. Даже при наличии в комплекте одного ролика, диаметр которого значительно больше диаметра остальных роликов, подшипник при работе выйдет из строя. Следует обращать внимание на качество шлифования новых роликов и на формы роликов, бывших в употреблении, на наличие и полировку закругления перехода цилиндрической части в торец.
В случае отсутствия запасных частей умеренно изношенные кривошипный палец и отверстие в шатуне иногда восстанавливают шлифованием на станке или с помощью притира и устанавливают ролики увеличенного диаметра. При отсутствии запасной сменной втулки нижней головки шатуна, например у двигателей типа М-72, можно расточить головку (лучше отшлифовать) шатуна и установить в нее кольцо толщиной 2,5—3 мм, сделанное из стали 12ХНЗА и подвергнутое цементации и закалке. Кроме того, можно использовать внутреннее кольцо шарикоподшипника (сталь- ШХ15) соответствующего внутреннего диаметра (50 мм), отшлифовав его снаружи под размер шатуна. При запрессовке кольцо охлаждают сухим льдом, а шатун подогревают.
Подробно есть на ЯВА ОЛД,и пресса на 5тонн хватает на всё.Могу подробненько и с фото по операциям всё выложить,пока не стер вместе с папкой.Одно важно-распрессовка и сборка все делать на горячую.В теме *пресс для коленчатого вала*.С уточнениями обращайтесь-бывали уникальные коленвалы,и надо было почесать репу,чтобы получилось правильно.Здесь я недавно,и только сегодня набрел на эту тему.И почему-то по ссылке в майле зайти в тему ответа-вопроса гонит что ничего не найдено.И ссылки не выделяются под стрелочкой,может, что делаю неправильно.И каждый раз надо искать на форуме свою тему по-новой.Удачи!
Подробно есть на ЯВА ОЛД,и пресса на 5тонн хватает на всё.Могу подробненько и с фото по операциям всё выложить,пока не стер вместе с папкой.Одно важно-распрессовка и сборка все делать на горячую.В теме *пресс для коленчатого вала*.С уточнениями обращайтесь-бывали уникальные коленвалы,и надо было почесать репу,чтобы получилось правильно.Здесь я недавно,и только сегодня набрел на эту тему.И почему-то по ссылке в майле зайти в тему ответа-вопроса гонит что ничего не найдено.И ссылки не выделяются под стрелочкой,может, что делаю неправильно.И каждый раз надо искать на форуме свою тему по-новой.Удачи!
было бы не плохо увидеть подробный процесс. скинь ссылку.
Мой опыт перепресовки коленвала на минском двигателе не к чему хорошему не привёл, отъездил недели 2 точно нескажу, потом резко пропала тяга, ну хоть это, а то до дома было далековато.Вскрытиее показало осталось только кусок верхнего кольца отломана юбка поршня царапины на цилиндре не под какой ремонт не катят ,далее расколол картера щоки коленвала в двух половинках картера кст. очень легко раскрыл половинки картера удобно так после того не эксперементирую. Совсем забыл распресовывал коленвал на гидравлическом пресе, центрировал на токарном станке.
Редактировалось: 1 раз (Последний: 7 ноября 2012 в 16:44)
,далее расколол картера щоки коленвала в двух половинках картера кст. очень легко раскрыл половинки картера удобно так
Надо было заваривать палец в щеках, я вот так на Планете не сделал, теперь вот думаю развалится или нет, 100км пока проехал. На газуле у меня колено только после 3ей перепресовки без заварки развалилось, 15000км в сумме после первой перепресовки откатал. Теперь все завариваю после центровки электродами по чугуну или просто трердосплавными если щеки коленвала не чугунные
,далее расколол картера щоки коленвала в двух половинках картера кст. очень легко раскрыл половинки картера удобно так
Надо было заваривать палец в щеках, я вот так на Планете не сделал, теперь вот думаю развалится или нет, 100км пока проехал. На газуле у меня колено только после 3ей перепресовки без заварки развалилось, 15000км в сумме после первой перепресовки откатал. Теперь все завариваю после центровки электродами по чугуну или просто трердосплавными если щеки коленвала не чугунные
Возможно но теперь такой ерундой не занимаюсь проще купить новый,так-как езжу ежедневно, и не мало, эксплуатация весь год, могу заметить только одно, самым ходовым без ремонта двигателем себя показал двигатель серии д8 уже прошол 6000+км без ремонта верховина сдохла, точнее сцепление через неделю поездок, минский отходил лето, потом накрылся коленвал перепресовка читай-те выше нечего не дала ,есть ещё и планета5 но на ей по лесам ездить тяжело, эксплуатируется редко, и то чаще жена на ней катается, ремонта после покупки неразу небыло вообще даже акумулятор не заряжал года 3 как она у меня.
Какие ужасы вы здесь пишите..... Коленвал В-ешки элементарно разбирается с помощью тисков , двух солидных уголков и средней величины кувалды, причем собирается с помощью только тисков(оговорюсь - солидных слесарных, а не тех что ювелиры используют). Основная работа начинается после сборки - убрать биение. Можно центровать в картерах(типа "сельский", но вполне пригодный вариант)- при вращении коленвала будет видно какая половинка куда уводит картер, но лучше в центрах с индикатором часового типа!Точнее выйдет!
Редактировалось: 1 раз (Последний: 7 ноября 2012 в 19:00)
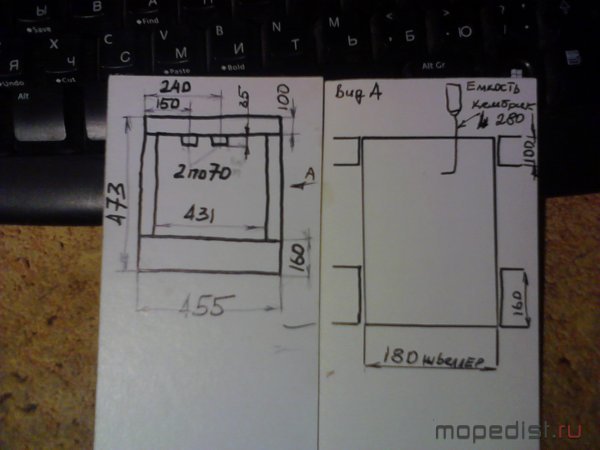
magdino1951, на яваолде вы писали, что есть размеры пресса. Не поделитесь? Интересуют общие габариты, расстояние от бутылки домкрата в сдвинутом состоянии до нижней опорной площадки и из какого профиля сделан. Хотя бы примерно.
Хочу соорудить подобный пресс, но дополнить функцией трубогиба.
В недрах тундры выдра в гетрах тырит в вёдра ядра кедра
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Прошу прощения за качество-снимал утром в цеху на мобилку,как вышло.На эскизе размеры в миллиметрах,все сварено из швеллеров,под домкрат усиленная площадка толщина 12 размер 150х120,опирается на швеллера на70,смещено от центра влево,так удобнее выпрессовывать палец из щеки.Да,сама площадка с домкратом может свободно перемещаться вперёд и назад для настройки в направляющих уголках из жести,привинченном к швеллерам на 70 слева и справа. К вопросу о работе домкрата вверх ногами отвечу уважаемому обществу:
Прекрасно работает и вверх ногами.Предлагаю прочитать эту тему на Яваолд,даю ссылку: http://forum.jawaold.su/viewtopic.php?p=437976#437976 Там есть правильная рекомендация поставить удлинительную трубку(кембрик) на всасывающее отв перед плунжером.чтобы доставало при перевороте до дна.
Редактировалось: 2 раза (Последний: 11 ноября 2012 в 16:29)
у меня вопрос ,может кто знает .на заводе как делают ? ,сначала запресовывают ,а потом обтачивают ось коленвала до необходимого размера ? или уже обточеные половинки запресовывают ?
Была у меня на Иж-56 страшная вибрация на оборотах чуть выше среднего - поршень то магазинный тяжелее родного раза в полтора, а магазинные поршня на таких древних аппаратах до планеты-2 отлично служат. Раз поршень тяжелый значит ему нужен противовес на щеках коленвала. Но это надо сверлить отверстия, зачеканивать в них более тяжелый металл , например свинец, это я посчитал относительно геморойным делом + хотел отбалансировать попробывать только в плане эксперимента. Поэтому я просто взял и сточил лишний метал со стороны НГШ на щеках перед спресовкой коленвала убив двух зайцев - сточил металла применно на разницу массы поршней магазинного и родного + проточил тем самым дополнительные каналы смазки НГШ. Даже чуть больше сточил мем разница массы поршней и в итоге получил на холостых несколько большую но совем не критичную вибрацию чем была у мотора с завода, зато во всем остальном диапазоне оборотов до предельных вибрации нет вообще или я её не чувствую совсем - даже лучше чем у этого мотора с завода. Тоесть я еду на карпатах - чувствую виврацию, на пилоте 4т, на газуле - тоже чувствую вибрацию не хилую. Хотя раньше считал её незначительной, до того как на "отбалансированном" Иже пару дней покатался. Теперь сажусь на Иж - вообще как на иномарке еду - мотора с новым комутатором от маховичкового генератора вообще почти не слышно в шлеме, хотя раньше из-за пропусков искры он больше ревел чем ехал, вибраций нет, ну прям мечта, если забыть на время что это всего-лишь Иж
Тоесть по логике выходит что чем тяжелее поршень, тем тяжелее должен быть противовес на щаках коленвала с противоположной стороны НГШ или НГШ должна быть легче. У Григорьева (не путать с гламурным колхозником дядей Гришей, Вагнер который) в этом духе написано все подробненько + зависимость противовеса от массы поршня. И на мои опыты стоит опираться только когда Григорьева прочтете если повторить захотите, причем внимательно читайте, тут то я только опирался на григорьева, а расчеты и прикидки все "от себя" делал.
Вот собственно мои проточки, афигел, но помогло. Кстати коленвал от П-3 имеет уже эти проточки, только шире раза в 3, но у него немного инная балансировка с завода, так что работали до переделки что от Иж-56 что от П-3 коленвалы одинаково на одном и том же моторе с одним и тем же поршнем.
Наутилус, вот зачем в воздух слова свои кидать, неподумав? Грамотно отремонтированный коленвал с хорошими комплектующими ходит не меньше хорошего нового поддержанный советский может и походит чуть больше нового "новодела" но это не ремонт если сами не умеете ремонтировать коленвалы, то лучше обратиться к специалистам этого дела( тут они присутствуют)
Добавлено через 1 минуту
Никита, проточки это такие выемки небольшие в щеках кв?
Редактировалось: 2 раза (Последний: 11 ноября 2012 в 00:34)
самому прессовать фигня колено долго не проходит лучше купить новый ну или на худой конец поддержанный советкии
Как пепресовать, если кувалдой и без центровки, то да, не проходит долго. А если все аккуратно сделать - дольше заводского проходит, сейчас китайцы ремкомплекты коленвалов на все совкомоторы делают - качество выше чем у российских, а вот коленвалы китайские из говна сделаны всмысле щеки и цапфы + часто не по размерам и распресоввываются такие коленвалы с пары ударов молотка, так что не надо говорить что новые коленвалы лучше.
Anton4eGG:
Никита, проточки это такие выемки небольшие в щеках кв?
Антон, это несимметрично расположенные выемки относительно друг друга потому что пилил "на глаз" на распресованном колене, через которые видна НГШ на фото.
Редактировалось: 1 раз (Последний: 11 ноября 2012 в 00:52)















 после того не эксперементирую.
после того не эксперементирую.![(в@рщи]{](/images/users/avatars/small/ava_402e521221f7239f861a1b7efcbbdc50.jpg)













 Не понимая что нужно получить просто уравновешиваем что-нибудь.
Не понимая что нужно получить просто уравновешиваем что-нибудь.
