Григорьев И.М. Мотоцикл без секретов(часть1).
28 октября 2009 - sazan
ДВИГАТЕЛЬ
Рис. 29. Схема порядка работ по форсировке двухтактного двигателя: 1-бензиновый бак; 2-бензокраник; 3-воздушный фильтр; 4-насадка карбюратора; 5-карбюратор 6-впускной патрубок; 7-впускной канал; 8-поршень 9-перепускной (продувочный) канал; 10-коленчатый вал 11-кривошипная камера; 12 - головка цилиндра; 13-выпускной канал; 14-выпускная труба; 15-глушитель: 16- коробка передач
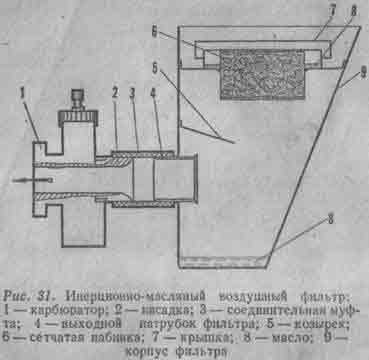
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование - иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка-не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф - объем фильтра; Vц -объем цилиндра. На мотоциклах классов 250-750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
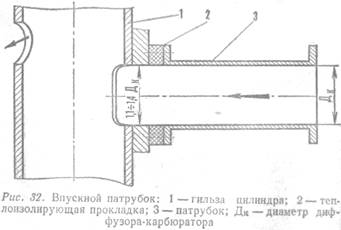
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий - лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°. Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).
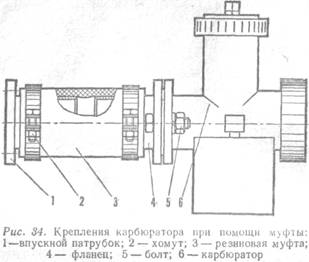
Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую ,(5 - 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна. В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
Разрыв между патрубком и вставкой 5-10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200-350 мм. Суммарная длина впускного тракта состоит: ? Lвп =? + L1 + Lk + L2 где ? - длина тракта в цилиндре; L1 - длина впускного патрубка; Lk -длина карбюратора; L2- длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле: ? Lвп = Где n - число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a - cкорость звука (20,1Т м/сек) Т вп = 273+t0вч С t0вч С - температура смеси после карбюратора.
При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца - ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).
Для улучшения динамики газового потока со стороны впуска нужно скруглить нижний край юбки поршня радиусом R= 5 мм. Величина подрезания юбки поршня со стороны впуска 2 - 5 мм, с запиловкой радиуса округления и полировки этой кромки. Чтобы иметь неразрывный газовый поток большее время, управляющая кромка поршня должна уходить примерно на 10-15% хода поршня за верхнюю кромку окна. Лучшие результаты достигнуты при подъеме поршня над верхней кромкой окна на 3,5-5 мм. При установке нового поршня надо помнить о площади поперечного сечения продувочных окон на поршне. Они не должны быть меньше, чем окна в гильзе цилиндра. Использование серийных поршней для спортивных целей. Серийные поршни можно использовать для спортивных целей, но обязательно подогнав их. За неимением нужного спортивного поршня можно на среднефорсированных двигателях использовать серийные поршни К-175, Т-200. ИЖ, «Планета-3». ИЖ -«Юпитер-3». Конструкция многих серийных поршней вполне позволяет сделать новую дополнительную канавку под поршневое кольцо, расположенное в верхней части. Нижнее кольцо в этом случае вообще не ставится, а его канавка глушится двумя штифтами из алюминиевой проволоки, ограничивая пропуск газов к выпускному окну. Заводские стопоры колец спилить, установить новые, так чтобы замки колец не попадали в окна цилиндра. Установка стопоров поршневых колец. Для установки стопоров в канавке поршня, после предварительной разметки, свершится отверстие диаметром 1,8-2 мм. Чтобы правильно произвести разметку положения стопоров колец, нужно собрать двигатель без головки цилиндров и, проворачивая, убедиться, что стопоры находятся в местах свободных от окон, желательно на равном расстоянии от кромок близлежащих окон. Глубина отверстий под установку стопоров 6-8 мм. Для стопора подбирается стальная проволока диаметром 2,5 мм. Запиливается торец, а конец скругляется под конус 1,8-2,5 мм на высоту 6 мм (рис. 37).
В нагретый до 100°С поршень маленьким молоточком забивается стопор до тех пор, пока он не войдет на всю глубину отверстия. Длинный конец гвоздя обкусывается, выступающая часть запиливается надфилем до высоты, равной половине канавки под поршневое кольцо. Поршневые кольца. Значительная часть механических потерь в двигателе происходит за счет трения поршня и поршневых колец о стенки цилиндра. Для уменьшения этих потерь нужна хорошая смазка, меньшая площадь трения. Немалое значение в этом вопросе имеет толщина поршневых колец, качество, количество, конструкция. Качество работы двигателя зависит прежде всего от работы такого сопряжения, как поршень-поршневое кольцо-гильза. Поршневые кольца обеспечивают необходимую герметичность и наиболее благоприятные условия для отвода тепла. Несмотря на кажущуюся простоту конструкции, поршневое кольцо является такой деталью, к которой предъявляются особо высокие требования по точности изготовления. Износостойкость поршневых колец в значительной степени определяет долговечность всего двигателя. Производство заготовок поршневых колец осуществляется методом индивидуального литья в песчаные формы, реже из маслот. Поршневые кольца отливаются из специального серого чугуна. В поседнее время для изготовления колец стали применять высокопрочный чугун с шаровидным графитом, а также сталь. Конструкция поршневых колец. Наиболее широкое распространение имеют поршневые кольца прямоугольного сечения. Верхнее кольцо работает при полусухом трении и подвергается максимальному коррозийному износу и большим температурным нагрузкам. Поэтому рабочую поверхность поршневых компрессионных колец, как правило, хромируют. Толщина хромового покрытия 0,08-0,18 мм при глубине пористого слоя 20-60 мк. Из условий лучшей приработки и уменьшения давления изготовляются поршневые кольца с внутренней сточкой. Это L-образные кольца торсионного типа (рис. 38.а).
Приработка их идет нижним поясом (рис. 38,6). Удельное давление такого кольца на стенки цилиндра, а это основной фактор, определяющий работоспособность поршневых колец, вдвое меньше, чем у колец прямоугольного сечения. Для стандартных колец прямоугольного сечения нужно предусмотреть внутренний односторонний скос (рис, 38,в). Это кольца серийных мотоциклов «ИЖ», «Ковровца»; «Тулы» и других. Удельное давление кольца на стенки цилиндра у различных двигателей имеет широкий диапазон от 0,5-2,9 кг/см2. По мере увеличения диаметра колец удельное давление уменьшается. Изменение упругости при одном и том же диаметре достигается в основном за счет изменения радиальной толщины колец. Большое значение в работе поршневых колец имеет размер зазора в замке. Для спортивных двигателей зазор в замке берется 0,1 мм на каждые 25 мм номинального наружного диаметра кольца. Отношение номинального диаметра к радиальной толщине поршневого кольца Дн/Т= 20-27, где Дн - номинальный диаметр кольца, Т- радиальная толщина кольца. Для быстроходных спортивных двигателей высота колец ограничивается опасностью действия больших инерционных сил, способствующих вибрации и износу канавок поршня и самих колец по высоте. Высота поршневого кольца зависит от диаметра цилиндра и равна 6,6-2 мм максимально, кроме L-образных, где высота может быть больше. Зазор между внутренним диаметром кольца и поршневой канавкой для компрессионных колец 0,25-0,75 мм. Большее значение имеет зазор между поршневыми кольцами и канавками по высоте 0,03-0,05 мм. Поверхность кольца должна быть отличного качества. Поршневые кольца должны быть гладкими, чистыми, свободными от усадочных трещин, пор, раковин, рыхлостей и т.д. Отрицательное влияние на работу двигателя может оказать коробление поршневых колец, которое обычно возникает вследствие внутренних напряжений или неосторожного обращения с кольцами. Качество поршневых колец в значительной степени зависит от плотности прилегания их рабочей поверхности к стенке гильзы (определяется величина дуги прилегания или световой щели). Оптимальная толщина поршневых колец 0,6-1,2 мм для кроссовых мотоциклов. Установка двух колец вполне достаточна для хорошего уплотнения пары цилиндр - поршень. L-образные кольца - легкие, эластичные и хорошо уплотняют зазор между поршнем и цилиндром. L-образные кольца можно изготовить из обыкновенных cерийных колец. Кольцо устанавливается в оправку, торцуется до необходимой толщины, потом делается выточка. Можно использовать и простые плоские кольца, уменьшив по высоте стандартные до 1,5-2 мм и сделав на поршне под их размер канавки. Главный выигрыш от этого - уменьшение силы трения и давления на поверхность гильзы, легкость, эластичность. В последнее время оправдала себя установка одного L-образного кольца (конечно, при хорошем, плотном поршне). Высота L-образного кольца 2-3 мм. Лучше, если оно будет стальное и обязательно хромированное. Технология изготовления хромированных стальных поршневых колец. Стальные L-образные хромированные кольца должны обеспечивать специальную эпюру давлений на зеркало цилиндра, что достигается переменным сечением кольца, обеспечиваемым специальным копиром. Копиры изготовляются для каждого размера поршневого кольца. Технология изготовления стальных хромированных колец следующая: Изготовление заготовки (рис. 39).
Материал заготовки сталь 40X. Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм. 3. Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм 4. На токарном станке нарезать заготовки высотой 3,4- 0,1 мм. 5. Произвести закалку и отпуск до НRс = 43-11 в термофиксаторе. 6. Плоское шлифование размер 3-0.05 мм каждого кольца. 7. Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане O62,25. 8. В специальных приспособлениях (оправках): а) расточить кольца до 0 57+0,05 б) обточить до O61,б-0,02 в) снять острые кромки с углов R=0.3мм 9. Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм. 10. На оправке под хромирование шлифовать до O61,45-0,02 мм 11. Хромировать. Толщина хрома не менее 0,17 мм на сторону. 12. Снова шлифовать на этой же оправке до O61,75+0,03 13. Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо
14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)
КОЛЕНЧАТЫЙ ВАЛ
Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4-5 мм вполне достаточна для двигателей классов 125-175 см3 и 5-6 мм для самых мощных двигателей классов 250-500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.
Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.
Если такой возможности нет, то следует сделать зазор между поршневым пальцем и втулкой верхней головки шатуна для диаметра пальца 14 мм - на 0,02-0,03 мм больше, а для O15-16 мм - на 0,03-0,04 мм. Не надо бояться стуков, на две гонки втулки хватит. При плотной втулке потеря мощности до 0,6 л. с. и возможен задир втулки, ее проворачивание. Шатун изготовляется обычно из стали 12ХНЗА, 18ХНВА или других сталей, обладающих нужными качествами (возможностью термообработки до НRс =59 - 63 ед.). Верхнюю b нижнюю головки шатуна калят и цементируют на глубину 0,8-1 мм с последующей шлифовкой и доводкой до нужной чистоты и размера. Остальная часть шатуна не калится, но обрабатывается до зеркального блеска (рис. 45).
Палец нижней головки шатуна делается полым с одной стороны (отверстие O6мм), и по центру беговой дорожки роликов сверлится одно отверстие O1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64-63 ед.
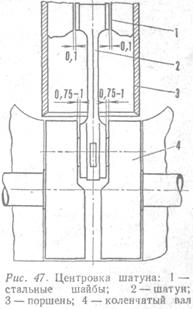
Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна - роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125-175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94-4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250-350-500 см3 обычно диаметр роликов 3-4 мм, диаметр пальца 20-25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5-2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3-3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35-40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5-2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).
Небольшие сдвиги сепаратора и роликов не вызовут серьезных осложнении и не дадут сильного нагрева подшипника. Биение шеек щёк коленчатого вала допускается до 0.01 мм. Следует предусмотреть радиальные и торцевые зазоры между щеками коленчатого вала и стенками кривошипной камеры, чтобы при возможных смещениях, биениях коленчатого вала и нагреве кривошипной камеры не происходило касания и затирания щек о стенки, так как это снижает обороты и мощность двигателя. При малых боковых зазорах между коленчатым валом и стенками кривошипной камеры имеют место большие гидравлические потери, а это нежелательно. Уплотнение шеек коленчатого вала. Для уменьшения потерь на трение в местах уплотнения шеек коленчатого вала эти места на шейках особо тщательно полируются. Снятие пружинок с уплотнительных сальников не всегда обеспечивает нормальную работу уплотнений и поэтому их просто нужно немного ослабить, но не снимать совсем. Предельное снижение потерь на трение в этой паре достигается путем тщательной подгонки предварительного натяжения пружинок и площади контакта резинового уплотнения с шейкой коленчатого вала. Наилучшее уплотнение достигнуто при применении двух гребенчатых сальников от мотоциклов ИЖ-11К, ИЖ-«Юпитер-3». Применение лабиринтных уплотнений (рис. 48) может иметь место на новых двигателях, где нет биения шеек коленчатого вала, и коренные подшипники находятся в отличном состоянии.
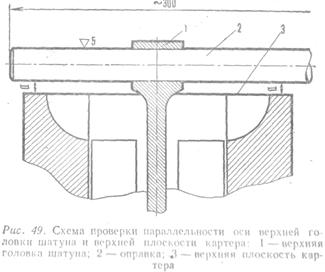
Уплотнение типа «лабиринт» чаще всего устанавливается со стороны коробки передач, между двумя подшипниками, имеет хорошую смазку и работает долго и надежно. В новых двигателях смазка подшипника со стороны магнето тоже осуществляется маслом коробки передач. Поэтому оправдана установка одного лабиринтного уплотнения со стороны кривошипной камеры и сальника с другой стороны подшипника. Подбор и установка коренных подшипников коленчатого вала Следует уделять большое внимание коренным подшипникам коленчатого вала, обычно шариковым, реже роликовым. Не надо спешить ставить новый подшипник, прежде проверить легкость его вращения. Ставить на двигатель надо бывший в работе подшипник, который тщательно осмотреть, проверить легкость его вращения, чистоту беговой дорожки, шариков (роликов), целостность сепаратора. После установки в картер снова проверить легкость его вращения, и так с каждым подшипником. В случаях затруднения вращения постучать по подшипникам, чтобы они сели на место. На окончательно собранном картере двигателя коленчатый вал без поршня должен при нажатии пальцем на верхнюю головку шатуна сделать свободно два-три оборота. В таком случае сборка считается правильной. Контроль шатуна. После каждой переборки двигателя, поломки поршневых колец, заедания или стука поршня в головку цилиндра и т. д. надо проверить соосность, перпендикулярность и параллельность осей верхней головки шатуна. В случаях небольшого изгиба шатуна его можно рихтовать и подогнуть до нормы. Для проверки параллельности оси втулки верхней головки шатуна верхней плоскости картера двигателя необходимо изготовить специальную шлифовальную оправку, плотно входящую в отверстие в верхней головке шатуна. Повернув коленчатый вал в н. м. т. до касания концов оправки плоскости картера (рис. 49),
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. Балансировка коленчатого вала. Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле: Х = А(0,45 ? 0,6) + В(0,45?0,6) - В, Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника; В - 0,336 от веса головки шатуна (рис. 50).
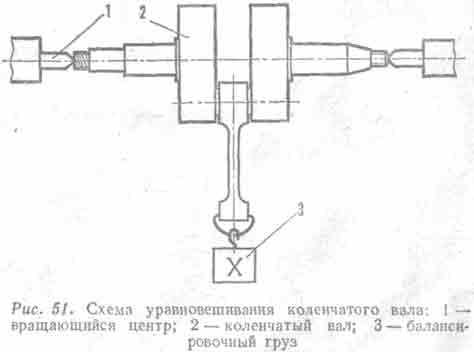
Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например: Вес поршня =140 г Вес пальца = 30 г Вес колец =5 г; Вес стопорных колец =1 г; В = 168 : 0,336 = 50 г; X = 176 • 0,5 + 50 • 0,5 - 50 = 53 г. Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз к головке шатуна (рис. 51).
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45?0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000-6500 об/мин этот коэффициент берется равным 0,5. Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 - 0,57). Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала. Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.
Рейтинг: +12
Голосов: 12
30290 просмотров
Комментарии (1)
|
















Copyright МОПЕДИСТ.ру© 2007-2024 Все права защищены.
При копировании материалов с нашего сайта, активная ссылка на "Клуб любителей мокиков и мопедов" обязательна. Новые Минивэны Тойота.