я не знаю,что это за дерево ,но оно очень твёрдое.Циркулярка с трудом его пилит.
Значит это был не черенок для лопаты, их делают из березы, ясеня или граба - если нормальный производитель. Из дуба их почти не делают: хоть и прочное, но слишком тяжелое дерево. Офф/ Я три последних дня подряд ездил в лес за дровами, там попался на глаза дуб, сломанный ураганом, упавший половиной ствола прямо поперек тропинки. Совсем не гнилой, довольно свежий, еще засохшие листья не отпали с веток. Так вот, я своей бензопилой Штиль МС-180, прямо там в лесу, его весь распилил на "блинчики", толщиной 8...10 см. Толщина ствола у комля была чуть больше 40 см, возле излома около 35 см, а длина нижней части ствола - ну, примерно так метра 3,5, а может и больше. И еще верхнюю часть, что уже лежала на земле, тоже всю попилил на малые куски - метров этак 8, не считая толстых веток. Прикинь, сколько разрезов пришлось сделать, чтобы его весь распилить. Бачки для бензина и масла в пиле наполнял 14 раз, а цепь так и не поменял, хотя новая запасная была с собой - старая абсолютно не уводила в сторону и пилила, пилила, пилила - "как зверь"... /Офф/ Вот тебе и "твердое дерево, циркулярка с трудом пилит". Неужели у тебя "скалка" из пальмы - черного дерева?
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Я помню в детстве с дедом моим пилили дрова на циркулярке, пилы не было, сама циркулярка с мотором 5 кВт 380 вольт, но к нему ещё шел ящик конденсаторов и прочая начинка для перехода на 220 вольт. Циркулярка пилила, клинила и от липы, а что делать, пилить то надо было. Не исключено, что и твоя циркулярка слаба для этих дел. Вообще давным давно цилиндр от пилота растачивал притиром деревянным с нождачкой, из берёзового черенка, вышло не плохо, как мне не говорили, что дерево мягкое, а конечная промерка не показала столь ужасной геометрии, как все предрекали. Даже цилиндр был практически ровный. Это конечно не на токарном станке, а потом доводка, но всё-же.
Геометрия палко-шкуркой вполне выводится, промеры делаются постоянно, работаем в нужном месте подкладывая локально полоски бумаги, всё выходит ОК. Недостаток, жутко медленно. 0.15мм , под виражевскй поршень, примерно 3 часа работы. С другой стороны такая скорость дает хороший шанс не накосячить или выправить геометрию. Правда грязи не мало и вылитого керосина. Хотя никгода не работал чем то типа швабры Были проточены деревянные цилиндры из твердых пород. Горшок на мой токарный попросту не влезет, и вообще у меня часовой Т-28 на подшипниках скольжения, не для него работа. А вот дерево без проблем, нет опасности запороть подшипники.
Редактировалось: 2 раза (Последний: 19 августа 2017 в 00:45, krotik: причина не указана)
Почти белая древесина, как у березы? Из него паркет делают.
krotik:
Геометрия палко-шкуркой вполне выводится
Дык, в том-то и дело, что "шкуркой" - зерна-то приклеены к основе, а не болтаются, внедренные между волокон. Да и скалку нужно хорошенько подготовить перед использованием: сначала хорошо просушить заготовку, потом быстро - пока горячая - пропитать машинным маслом, затем обработать на станке в размер и еще раз пропитать. А лучше проварить в парафине или стеарине, чтобы уж точно влага не впиталась. Да, еще не помешал бы продольный паз для краев шкурки, чтобы не было нахлеста-уступа при намотке. А то может, после обработки, получиться в сечении не правильный круг, а "кривая постоянной ширины".
И никакой нутромер не поймет, что там не круг. Кстати, насчет токарного станка малой мощности - он вполне позволяет произвести такую обработку цилиндра скалкой со шкуркой, если есть малые обороты шпинделя; 20-30 оборотов в минуту было бы нормально.
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Думаю ещё и в размерах дело, например в мой станок тупо не влезет такая штука вместе с цилиндром от дэшки, от минска/восхода высота центров не позволяет, хотя при всём при этом сам станок не часовой.
krotik:
Недостаток, жутко медленно. 0.15мм , под виражевскй поршень, примерно 3 часа работы. С другой стороны такая скорость дает хороший шанс не накосячить или выправить геометрию. Правда грязи не мало и вылитого керосина.
Какое зерно было у нождачки ? я делал зерном 60 и 40, примерно за 3 часа сделал переточку цилиндра на ремонт (0.25мм), но делал всё на сухую, без коросина, лишь последние 0.05 мм я делал с применением масла, чтоб риски были менее грубые.
Кстати цилиндры где гильзы не чугунные, очень муторно так растирать, сил уходит крайне много, а вот чугун как на дэшках, вайрасах, ранних пилотах - это просто песня, хотя они и на токарном растачиваются весьма чисто, запас 0.05 можно делать под хонинговку, получается как на заводе.
60 и 80, без керосина шлам довольно быстро забивает шкурку.
В 2х мастерстких б/у цилиндр растачивать на 0.15 отказались, даже не проведя замеров износа. Верней сказали что ни за что не отвечают. Такой подход меня не устроил. Нет, я прекрасно понимаю что приёмщик не токарь-исполнитель и его задача обезопасить себя и контору, но нутромер то можно было в руки взять. Вспомнил молодость, тоже расшкуривал когда то, но без нутромера, лучше чем никак. Решил снова сам сделать пару горшков но уже с контролем по ходу пьессы. Вполне себе нормально, моторчики обрадовались хорошему поршню. Лет 5 назад было дело. Где то лежат проточеные деревяшки и доска с дыркой на которой крепил цилиндры, не выкинул. Естественно кругляши делались с пазами и воротком.
Дед, часовой прецизионный Т-28, в инете полно фоток, размеров и описаний. Максимальный диаметр штатной цанги 7.8 мм. Конусные подшипники скольжения, минимальные обороты 1000. Какой там цилиндр? В нем сталь 7мм трудно. Не для того он. Даже вес цилиндра убьёт подшипники, не говоря что не влезет и пр.. А вот колечки, в остнасточке, в нём протачивал не раз.
Ну а то что на картинке..... честно, премию тому кто такое сможет повторить шкуркой, так что бы нутромер не заметил. Не забудьте что есть такая вещь как контроль прилегания поршневых колец. Сотку конечно не заметишь, но 2-3 уже светятся. Это отличный в гаражных условиях результат .
Редактировалось: 6 раз (Последний: 19 августа 2017 в 12:22, krotik: причина не указана)
то что на картинке..... честно, премию тому кто такое сможет повторить шкуркой, так что бы нутромер не заметил.
А легко! Достаточно вспомнить, как разбивает большое сверло отверстие в тонком металле, если сверлить им сразу - получается пятиугольник, равной ширины. Вот точно также и "волна-складка" из лишнего слоя шкурки может себе найти более мягкое место в чугунной гильзе и "выскоблить" в нем яму, которую только на просвет с кольцом и можно заметить.
Бывали даже случаи, когда растачивали цилиндры мотора Д4 на вертикальном расточном станке тонким расточным резцом: там и снять-то нужно было - "всего ничего" - полторы десятки. А получилась "яма" по всей длине цилиндра, которую не видно, даже и с кольцом внутри. Потом поставили на внутришлифовальный станок, чтобы в размер вывести и чистоту поднять. А там уже после первого пробного прохода канава стала видна. Еле вывели ее, с превышением размера. А все лишь потому, что резец был тонкий, предназначенный для стальных деталей и малых диаметров. Чугун же застывает в отливке неравномерно, даже когда его отливают трубой. Где-то раньше, где-то позже застыл, а в результате структура неравномерная. Поэтому чугунные цилиндры двигателей растачивают короткими твердосплавными резцами, зажатыми в толстой оправке, чтобы она не отжималась при повышенном сопротивлении резанию и не "проваливалась" на мягких участках. И проходят одним размером дважды, чтобы уж наверняка получился круг в сечении. Потому, что хон может и не выправить, он только "облизывает" поверхность, повторяя ее форму. Уж я когда на расточном станке работал, то повидал всякие "чудеса", о которых даже и помыслить не мог. Бывало даже такое, что когда растачиваешь алюминиевое литьё(картер редуктора) под обойму подшипника, то на длине 30 мм получается конусность до десятки - невероятно, но факт. Резец садится уже после первого прохода-обдирки, поскольку кремний в металле попадался зернами. Так и называли - расточка "с соловьями" - потому, что резец свистел, но не постоянно, а в каких-то разных местах. Ни эмульсия, ни смазка не помогали, так и приходилось менять резцы на свежие, перед окончательной расточкой. А потом смотрели под лупой и видели какие-то коричневые включения, об которые резец тупился.
krotik:
Т-28
Что такое "часовой станок" я в курсе, видел много подобных и на заводе, и в мастерских. Вместо задней бабки ставится самодельная поддержка-люнет для толстого прутка - 16...20 мм - выходящего за пределы станины, на который надевается деревянная оправка-скалка, у которой внутри сквозное концентричное отверстие. Зажимается с торцев гайками и вперед, "с песнЯми за орденами". Разодрать можно цилиндр какого хошь диаметра, только постепенно, "по соточке"...
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
И зачем для этих целей мутить нечто на станке который вообще не предназначен для такого? Ещё редуктор предложите поставить, минималка то 1т.об.. Ременная передача просто, как говорил незабвенный Велосипедист "услужливо проскользнёт". По жизни годится и тихоходная дрель, тот же полнофункциональный перфоратор в режиме сверления. Но ручками, хоть и дольше, несравнимо верней. Ручками чувствуешь что делаешь и на ура, с горяча, уж точно не деранёшь. Не план ведь выполнять, для себя любимого делать. При работе шкуркой, кстати, усилия там в начале лихие. Когда свежая шкурка пооботрётся, тогда уже да. В начале я бы с мехприводом не рискнул, из рук вырвет.
Редактировалось: 3 раза (Последний: 19 августа 2017 в 20:58, krotik: причина не указана)
Вопрос к спорящим на засыпку. Выводим в ХОЛОДНОМ состоянии цилиндр в 0,0000 А какая форма внутренней поверхности цилиндра при РАБОЧЕЙ температуре??? Да у двухтактника еще впускное, продувочные и выхлопное окно!!!! И воздушное охлаждение, ребра до 140 град - плевок прилипает Перегрев - отскакивает.... Ну и ?????
Даже думать об этом не хочется. Идеала всёодно не сотворить. Поршень так или иначе расширяется быстрей, обычно компенсируют его геометрией. Нам главное не сделать зазор меньше чем надо. Ну и при наличии перемычки выпускного не переутоньшить её при расточке, а то неизвестно в куды выгнет.
Редактировалось: 1 раз (Последний: 19 августа 2017 в 22:05, krotik: причина не указана)
Ещё редуктор предложите поставить, минималка то 1т.об.
А как же, обязательно! Если уж заниматься такими делами, то нужно "соответствовать". Как говорится - ноблес оближ...
krotik:
тихоходная дрель, тот же полнофункциональный перфоратор в режиме сверления.
Можно и его использовать, только там уже обороты просто так не изменишь. А регулировать напряжением - мощи может не хватить. Как следствие - мотор погореть может.
krotik:
При работе шкуркой, кстати, усилия там в начале лихие.
А вот этого нужно избегать любой ценой и "подкрадываться" к размеру незаметно, выглаживать. Сначала можно крупным зерном - 60, потом помельче - 80, затем 100 и 120. Каждое последующее шлифование будет не снимать новый слой металла, а лишь только убирать имеющиеся шероховатости. Не получится с первого раза "выходить" - можно и добавить натяг подкладкой под шкурку. А если начинать мелким зерном и постоянно им "гладить", меняя полотна и доводя до размера, то это "не езда, а ёрзанье", - как пел незабвенный Высоцкий.
Wittich:
Выводим в ХОЛОДНОМ состоянии цилиндр в 0,0000 А какая форма внутренней поверхности цилиндра при РАБОЧЕЙ температуре??? Да у двухтактника еще впускное, продувочные и выхлопное окно!!!!
Когда мне было 10 лет, то меня мой дед посадил на детскую скамеечку перед деревянным чурбаком, с прибитым к нему куском ровного железа, и "попросил" выправить ящик гнутых ржавых гвоздей. И сразу же сказал, чтобы я "очень старался делать хорошо, потому что плохо и так - само собой - получится". С тех пор я привык не обращать внимание на время и затраты и не слушать "внутренний голос", который настойчиво утверждает: "да хрен с ним, все равно это твое старание никому не надо".
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Выводим в ХОЛОДНОМ состоянии цилиндр в 0,0000 А какая форма внутренней поверхности цилиндра при РАБОЧЕЙ температуре???
В двигателях стараются делать геометрию максимально равномерной, верней делают охлаждение таким что-бы цилиндр оставался цилиндром в любом случае. Конечно реальные моторы в которых это реализованы - это моторы с водяным охлаждением, но в воздушных были посылы к этому. Двигателисты старой школы задумывались над этим, делали геометрию цилиндра внутри как надо, а снаружи оребрение различного размера, гильза переменной толщины и т.д. Вот например у восхода половина гильзы в картере, низ греется меньше, там закономерны прихваты, сверху большая редкость. Если интересно, то проедьте на вашем моторе с конкретной скоростью некоторое время, замерьте пирометром на разных высотах температуру, а дальше с помощью уравнений теплопередачи узнаете температуры цилиндра внутри на разных высотах, через термическое сопротивление + зная КЛР материала гильзы узнаете расширение в конкретном месте.
Скажу сразу, менее всего расширение спереди цилиндра, более сзади, получается некий элепс, который под силами износа рейнкарнирует и в холодном состоянии. Вот только горизонтальный элепс куда больше вертикального, потому его никто не меряет и о нём не думает
Редактировалось: 1 раз (Последний: 19 августа 2017 в 22:45, Дэшник: причина не указана)
Скажу сразу, менее всего расширение спереди цилиндра, более сзади, получается некий элепс, который под силами износа рейнкарнирует и в холодном состоянии.
krotik:
Надо просто включить голову и свежую грубую шкурку обтирать о самое выступающее место, т.е. об не изношенный буртик выше работы колец
То то и оно.... В процессе приработки - обкатки, происходит интенсивный износ, когда сопрягаемые детали приобретают необходимую им конфигурацию и шероховатость поверхности.... (вне зависимостиот того, чего мы там натворили при всех изгаляниях со шкуркой-притиром-хоном)
После этого интенсивность износа резко падает и сопрягаемые пары обречены на долгую беззаботную жизнь в течение длительного пробега, если только звездочёт-ездок чой-т нибудь не натворит - типа не то масло зальет, или ВФ не прочистит, или перегреет до прихвата. Через долгое время нормальной работы начинается "катастрофический износ" - интенствность износа резко возрастает и тут в помощь только капиталка и переход на ремонтный размер с повторением цикла жизни кинематической пары с самого начала, начиная с обкатки.
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Не трогай, пока работает!!! Задача обработки - обеспечить минимальный зазор, см график 2... Дальше все встанет на свои места при приработке...
Редактировалось: 6 раз (Последний: 20 августа 2017 в 11:42, Wittich: испр очепяток)
Задача обработки - обеспечить минимальный зазор, см график 2... Дальше все встанет на свои места при приработке...
Ага, точно - встанет... Только "вот где собака порылась": сколько металла уйдет с поверхности поршневых колец при правильной - круговой - обработке цилиндра и сколько при форме "кривой равной ширины".
И что мы получим в итоге, делая цилиндр "равноширинным"? Правильно: меньший срок службы ЦПГ, чем в случае, если бы сразу сделали хорошо. Кстати, окончание обкатки, обычно, делают по пройденному расстоянию, а не по компрессометру. Ведь зазор в стыке колец быстрее "уйдет из диапазона" допустимых размеров, если цилиндр будет изначально не круговым. Поэтому минимизация зазора на образующей цилиндра приведет к быстрому росту зазора в стыке. Если проверять компрессометром через каждые 100 км, то можно заметить прекращение роста компрессии уже после половины расстояния, положенного для нормальной обкатки. И до положенной нормы компрессия так и не дойдет. Нет, может быть для пацанов, которые покупают старьё для "покататься сезон-другой и продать" это и вариант - спорить не буду.Добавлено спустя 12 минут
krotik:
об не изношенный буртик выше работы колец
А это место вообще не актуально для работы поршня, поэтому я его спиливал сразу же надфилем, почти до касания с зеркалом. Чтобы не портило свежий абразив и не повышало сопротивление. Там и делов-то, слегка "пошмыгать" - всего на пять минут. И даже "голову включать" не нужно, достаточно базовых навыков слесаря-инструментальщика...
Редактировалось: 1 раз (Последний: 21 августа 2017 в 06:35, Дед: причина не указана)
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
О как! Видимо знания совсем совсем "базовые" коль предлагаете растачивать горшок на часовом токарном и раздрачивать его на нём же. К томуже не в теме что шкурку перед началом работы обтирают для сноса самых выступающих части абразива и выбить слабо держащиеся частицы, а не работают свежим. Иначе и получим чёрти что, более широкое на входе и узкое в середине, с царапинами и задирами. Шкурка укладывается практически в полный оборот, так и только так. Усилие из за трения весьма и весьма большое. Зерно 100 и 120 вообще никчему. К концу работы оставшиеся зёрна чуть ли не калиброванные, шлифуют а не режут, финально сразу затираем 400кой. Так же заранее обтёртой. Если трём до зеркала, хотя нафиг надо, то финишную шкурку умышленно затираем мелом.
Это вам не работа с ЛКП где вывести царапину можно только последовательной сменой абразива, да и то никто не обтирает шкурку, работают чуть ли не свежей и не художественная полировка произвольной поверхности, лишь бы блястело , тут приёмы иные.
Редактировалось: 5 раз (Последний: 21 августа 2017 в 12:34, krotik: причина не указана)
Я имел в виду умение пилить параллельно поверхности, не затрагивая никаких других мест. Этому учат специально и довольно долго.
krotik:
предлагаете растачивать горшок на часовом токарном
Не-е-е, растачивать - это кто-то другой, наверное, такое предлагал. Я-то знаю, что расточка цилиндра на токарном станке, да еще и в патроне, "сие суть разврат и непотребство".
krotik:
раздрачивать его на нём же.
А такое делалось с успехом и не однажды. Сам станок достаточно прочный, а от мотора на шпиндель станка промежуточная передача применялась, через специальный дополнительный редуктор. Ну, просто человек заранее озаботился этой проблемой и сделал для своей гаражной мастерской "приблуду".
krotik:
не в теме что шкурку перед началом работы обтирают для сноса самых выступающих части абразива и выбить слабо держащиеся частицы, а не работают свежим.
Конечно же не в теме такой "технологии". Мы скалку со шкуркой сначала прокатывали по чугунной притирочной плите, с хорошим усилием и проскальзыванием, а потом уже на нее надевали цилиндр.
krotik:
более широкое на входе и узкое в середине, с царапинами и задирами.
Никогда такого не было.
krotik:
Усилие из за трения весьма и весьма большое.
Зачем же такой большой натяг делать, если надо лишь микроны снять на первом проходе и увидеть картину износа зеркала? Не будет сильного натяга - не обломаются зерна и можно будет контролировать процесс "шлифовки", понимая - что там внутри происходит и не насилуя ни свои руки, ни электропривод - если таковой используется. А время обработки не имеет значения - не плановое производство же, где от сроков зависит премия.
krotik:
концу работы оставшиеся зёрна чуть ли не калиброванные, шлифуют а не режут,
Не калиброванные, которые нормально и долго режут своими острыми гранями, не ломаясь от сильного натяга, а еле скоблящие обломки. В автосервисе такие затертые куски мелкой водостойкой наждачки используются малярами для снятия термореактивной краски, попавшей на стекла автомобилей и по недосмотру пропущенные в печку. С водой краска этими "отходами производства" снимается "на ура", а стекло нисколько не повреждается - даже если очень сильно нажимать.
krotik:
тут приёмы иные.
Ну, разумеется, "тут вам не там". Когда слесарь инструментальщик делает ручную доводку поверхности прессформы, то меняет шкурку сразу же, как только она перестает сопротивляться его рукам. Но не выкидывает, а складывает в углу верстака - она понадобится при окончательной "полировке". Если бы он и дальше "шмурыгал" такой затертой, то не закончил бы работу и "ко второму пришествию". Даже в шлифовке паркета машинами процесс больше похож на работу с металлом, а не с автомобильной шпаклевкой или краской. Кстати говоря, когда шлифуют шпаклевку на кузове автомобиля, то она осыпается даже под той наждачкой, которая металл уже и не царапает, а только заглаживает - "лижет", полирует. Тут уже можно говорить не о резании металла, а о скоблении - так раньше в деревнях, где наждачной бумаги не было, обломком стекла скоблили самодельный деревянный черенок для лопаты, чтобы не было заноз на руках. Собственно говоря, а о чем мы тут спорим? Кто как изначально обучен работать, то именно той "технологии" и придерживается. Меня, после школы-десятилетки, учили на курсах нашего оборонного завода, специалисты по металлообработке. Не было на заводе такого станка, у которого я бы не "зависал" с расспросами "что да как". Интересно же было узнать, а вдруг пригодится когда-то. Поэтому я и придерживаюсь "стиля классицизма".
Редактировалось: 3 раза (Последний: 23 августа 2017 в 06:38, Дед: причина не указана)
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Кстати, окончание обкатки, обычно, делают по пройденному расстоянию, а не по компрессометру.
Никак не соглашусь. Вот почему раньше бензопилы "Дружба" и "Урал" надо было обкатывать, а современные пилы бери и пили хоть до посинения ? дело всё в самом изготовлении, и не только бензопил касается. Современные моторы имеют разные профили колец. бочкообразные, торсионные, минутные и т.п. а вот раньше кольца делали просто прямоугольные, и пока они дойдут до состояния бочки, и примут шероховатость как у зеркала цилиндра, так и накатаешь много км, это и есть в принципе обкатка. В меньшей степени обкатывается поршень, верней он прирабатывается куда быстрее, и грамотно вычисленный тепловой режим мотора + правильно построенное температурное поле для поршня позволяют заведомо заложить геометрию обкатанного поршня. Нередко на выкатанных скутерах можно заметить то, что поверхность поршня ещё содержит риски от резца, и сама по себе она мало стесалась, вот это и есть современный подход. Раньше делали иначе, поскольку не имели САПР по этой теме, и делали поплотнее, дабы само собой всё стало как нужно. А вот расточите цилиндр, сделайте хонинговку, сделайте кольцо бочкообразным, или минутным, увидете, что обкатка колец снизится в разы. Именно так и идёт на кроссовых мотоциклах, там мотор нельзя обкатывать, ибо ресурс поршня всего ничего 30-60 часов.
Это все правильно, за исключением одного маленького НО. Мы тут говорили о цилиндрах мопедов, преимущественного еще советского производства. Сделанных по принципу "третий сорт - еще не брак" и из материалов, которые никогда бы не пошли в нормальное производство. Нисколько не не собираюсь умалять знаний и умений кого бы то ни было из тут присутствующих. Однако же, хочу заметить, что сравнивать Дружбу/Урал со Штиль/Хускварна немного некорректно. Однажды я уже был инициатором и участником обсуждения вопроса об обкатке КОНКРЕТНОГО мотора, которое "свалилось" в показ знаний об этом вопросе ВООБЩЕ, с полным отрывом от конкретной реальности. Получилось, что "вместе с водой выплеснули ребенка", а проблема так и осталась "висеть в воздухе". Никогда не нужно отрываться от реальности и конкретики, уходя в общие разговоры и вдаваясь в несущественные детали - чтобы показать свой объем знаний. Имеем конкретный цилиндр, у которого гильза отлита "из дерьма", с различной плотностью и твердостью чугуна. Этот вариант и был мной предложен к рассмотрению, при вполне конкретном методе увеличения его диаметра. Практика "раздирки" показала, что в сечении образуется не правильный круг, а кривая равной ширины. И её расположение не соответствует той форме, которую приобретает цилиндр после обкатки и даже предельного износа. Поэтому нужен метод обработки, максимально приближенный к расточке - по точности получаемой поверхности. Всё, что тут "раздувать из мухи слона"? Считаете этот вопрос неактуальным - пожалуйста, я не настаиваю на его "заострении". Просто довел до сведения коллектива. Да, чуть не забыл! Предвосхищая вполне закономерный вопрос "а как было змечено, что цилиндр не круглый и чем проверялась форма получившегося после "раздирки шкуркой" цилиндра?", сразу же скажу: для этого применялся шлифованный на станке круглый калибр и краска-синька, которой обычно пользуются для проверки прилегания контрольной поверхности к обрабатываемой. В самый первый раз просто случайно было замечено, что когда калибр прошел плотно через цилиндр, то он продавил все шероховатости и "зеркало" заблестело не по всей поверхности, а с одного бока осталась шероховатая "канава" по всей длине. Вот тогда и стали проверять с краской, чтобы уже знать наверняка и быть готовыми к долгой обкатке и сразу же к замене поршневых колец на новые. Их и покупали специально с запасом.
Редактировалось: 1 раз (Последний: 21 августа 2017 в 21:31, Дед: причина не указана)
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
сравнивать Дружбу/Урал со Штиль/Хускварна немного некорректно
Само собой, речь шла о нише наиболее приближенной к мопедным размерам, и упор рассказа был более к теме того как было, и как стало, и почему оно именно так стало.
Дед:
образуется не правильный круг
как-то у Вагнера была фотка его притира из нождачки и алюминиевого цилиндра, допустим применяем его, геометрия по вашему тоже будет уходить от круга, если притир равномерный, ровный, не кривой, и нождачка стандартная, одинаковой толщины по всей поверхности притира ? Это я к тому, что мне много раз растачивали цилиндры, на моторынке , и в конце мастер делал притирку чугунным притиром, но на алмазной пасте, его я конечно не проверял нутромером, ибо его не имею, но прилегание колец по кругу всегда было отменное.
Подобным притиром орудует мастер для финишной доводки
Редактировалось: 1 раз (Последний: 22 августа 2017 в 01:30, Дэшник: причина не указана)
Вот - как раз именно к такому варианту нам и пришлось вернуться, когда убедились в "порочности" простой скалки с нахлесточным креплением наждачки. Это поначалу думалось, что "ничего страшного, можно разодрать по-быстрому и потом вывести правильную форму притиром". А не получилось... Когда есть нахлест края абразивного полотна, то неизбежно этот "ротор" поворачивается таким образом, чтобы минимизировать усилие поворота. И тогда получается не правильный круг в сечении, а уже упомянутая кривая постоянной ширины. Пусть там отклонение не слишком большое, поначалу оно примерно полмикрона. Но с каждой заменой полотна на свежее эта разница увеличивается. Поэтому мы сначала отказались от нахлеста и толщину увеличивали, подкладывая тонкую бумагу: газета имеет толщину 0,05 мм, а папиросная 0,02 мм. Еще алюминиевую пищевую фольгу брали, она 0,03 мм. Но после пробных проходов и замеров отказались от этой "примитивщины" и вернулись к классическому варианту притира. Сделали из текстолита скалку с конусом внутри и сквозной продольной прорезью для крепления краев абразивного полотна. И еще 3 прорези, не сквозных - для более равномерного разжимания скалки. Конус поджимали болтом с широкой толстой шайбой, который вкручивался в него, шаг резьбы 1,0 мм. Собственно говоря, я в этом "проекте" участвовал лишь как "технолог", обеспечивая моему товарищу на первом этапе грамотную отработку процесса, поскольку сами мопеды меня тогда уже почти не интересовали.
Пару слов могу сказать по качеству абразивных полотен. Есть для грубой обработки поверхностей, от которых не требуется точность формы. А есть с жестко калиброванным зерном и гарантированной толщиной абразивного слоя. Если брать первый вариант, из дешевых и широко доступных, то неизбежно придется его "калибровать", обдирая таким образом, как это было уже сказано. А если брать второй вариант, то никаких "лишних телодвижений" не потребуется и не придется долго выводить глубокие царапины от слишком больших абразивных зерен. Кроме того, режущая часть абразивного зерна у разных полотен имеет разные углы профиля. В частности, у полотен фирмы "3М" она оптимальной формы: карбид кремния обеспечивает тонкую риску, которая требует минимальных усилий резания и впоследствии легко убирается. Некоторое время мне довелось работать в московской фирме "Паркет-Холл", в Краснопресненском филиале, в сервисном центре по выдаче шлифовальных машин в аренду. Там у меня была хорошая возможность на практике убедиться в качестве абразивных полотен "3М", поскольку было много лент и дисков, оставшихся после обработки дерева. Их я забирал, отмачивал в воде и чистил стальной щеткой - после этого они еще прекрасно работали по чугуну в гараже моего товарища. Как говорится, "отход - в доход"...
Дэшник:
мастер делал притирку чугунным притиром, но на алмазной пасте
Точно на алмазной? Она не допускается для обработки цилиндров двигателей и плунжерных пар. Да и вообще во всех местах, где присутствует голый чугун, по которому двигается другая сопряженная деталь. Алмазные зерна, имея внутреннюю углеродную природу, очень легко задерживаются возле графитных зерен в структуре чугуна и почти ничем оттуда не извлекаются. Кому придет в голову промывать цилиндр после такой притирки в керосиновой ванне с ультразвуком? В результате происходит очень быстрый износ сопряженных деталей. Скорее всего тот мастер использовал боркорунд или карбид бора.
Редактировалось: 1 раз (Последний: 22 августа 2017 в 07:31, Дед: причина не указана)
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Как же все сложно с расточкой то..только инопланетяне наверное способны на правильную расточку цилиндра из правильного чугуна,который останется правильным уже после первой заводки мотора,а не сотрется на пару молекул.А я вот Юхым деревенский совершил расточку типа"Двойной конус" черенком от лопаты цилиндр Ш-58 под дио поршень. За 2 года 4000 км наездил,тяга не пропала и скорее дойдет коленвал,чем протрется цилиндр .А нужно было вон как оказывается,инопланетянам отправлять.
Разборка Дарнелла. Маленькое и большое.Боярышно-ватно. Невольные в истерике-враги опять в Америке!
А я вот ... совершил расточку ... черенком от лопаты цилиндр Ш-58 под дио поршень.
Сударь, позвольте Вам "слегка не поверить": стандартный черенок для лопаты имеет диаметр 40мм, ну может полмиллиметра в минус. И как его удалось загнать в цилиндр Ш58, да еще со шкуркой? Какой-то был неправильный "черенок от лопаты", не иначе - инопланетянский.
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Растачивал дюралюминиевой трубой. Диаметром около 40мм. Выпиливал паз по длине чтобы работала как поршневое кольцо. Мазал наждаком с маслом и вперед и с песней. Начальный размер выбирал разверткой.
Но не смотря на то что не использовал черенок от лопаты- качество работы все равно было гавно. Ибо надо было максимально бюджетно слепить из говна пулю. Ездить оно то поехало неплохо, но вот первый поршень и кольца заменяют финишную обработку А так-да качество чугуна совершенно разное. Бывает что не берет местами, а бывает и как порошок сыпется.
Что туда не суй-все должно иметь хорошую жесткость и постоянство формы. Для себя сделал вывод что нужен цельноточенный раздвижной чугунный притир. Или круглошлифовальный станок. Все остальное это бестолку потраченное время.
Когда-нибудь корпаты станут лучшим.. Лучшим из мопедов на Земле.. И на нем и я поеду. На пути к мечте.. И мой вайрос не устанет и из пепла он восстанет на любом ведре.и петь он будет чисто всем врагам назло. Пусть все чешут в уши. Мне уж все равно. Свое я точно знаю и оно одн
Да, и вымыть её из поверхности возможно. Вот скажем один мой знакомый делал пары для авиамоделистов, притирал их алмазной пастой, и вымывал её легко, а именно 4 раза мылом с щеткой, в горячей воде, так у пасты связующая основа (жир) распадается, а потом вымачивал в ацетоне, не долго, потом промывка в керосине и готово. Эту технологию он брал с завода который делал авиамодельные моторы КМД, лучшие компрессионные пр-ва СССР.
Ээээ, там гильза была стальная или латунная хромированная (варианты) из чугуния её тяжко вымыть, это реально так.
Vladimir 90:
Для себя сделал вывод что нужен цельноточенный раздвижной чугунный притир. Или круглошлифовальный станок. Все остальное это бестолку потраченное время.
Разве неудачный опыт опровергает массу удачного? От автора зависит. К тому же притиром не раздрачивают в размер, им доводят.
Не всё так можно, я про шкурку, но на совкочугуните результат весьма не плох. Даже форсированные моторы получаются. При возможности бесспорно точится, но если возникают препятствия то и этот метод даёт хороший результат. Но только не по инструкции с ютуба от пионэрофф
Редактировалось: 6 раз (Последний: 22 августа 2017 в 20:27, krotik: причина не указана)
там гильза была стальная или латунная хромированная
Чёрный КМД, МАРЗ, МК, все имели чугунные гильзы, стальным был контрпоршень. Именно стальная гильза была у белого КМД, но и не ходил он толком. Помимо латуни была бронза, графит, алюминий, но это нестандартные пары, это уже делали спортсмены, в стоке черная пара.
"мразь" прозвище у этого моторчика. Капризен но действительно если довести до ума то не плох.
Ну дык самодельные чугунные не знаю кто делал, старались латунные хромированные. Как с хромом начались проблемы (раньше то делали в услугах, не было особых проблем) так массовость тюна стала спадать.
Кстати, мкашки 16 и 17 сталь по стали, это же детские моторчики. В 12ом не помню из чего, сразу переделывались на хромированную латунь. Не плохой, стабильный середнячок. В оригинале склоняюсь к тому что тоже сталь была. Проблема с потерей оборотов при нагреве после не очень большого пробега их беда.
Редактировалось: 2 раза (Последний: 22 августа 2017 в 23:40, krotik: причина не указана)
krotik, странно, я помню только чугунные пары, сам мк-17 долго доводил, был оборотистый и был оригинал, небо и земля. МАРЗ тоже пилил. В обоих случаях были руки в грязи от графита. Вот КМД мне черный не достался, был новенький белый на пилотажке которая клюнула снег, так и висит на складе до лучших лет, или до костра на мусорке за домом пионеров... Вот в МД-5 точно стальные гильзы, были поздний и ранний вариант с кольцами, оба не работали в принципе, лежали новыми на мотораме, один может и по сей день в кладовой валяется с тайваньским ТТ-18
Может руки были чёрные не от чугуна а от силумина когда горшочек наклонял? Фиг знает, на своих могу зимой проверить, если вспомню куда закинул.
Пшут что стальная гильза, а поршень чугун http://rcmodelist.narod.ru/mk17.html Вот по порню однозначные сомнения т.к. е обрабатывается как серый чугун. Тут могло быть дело в обычном советском рационализаторстве и улучшайзинге. Подобные ТНП выпускались по ТУ которые легко переписывались под нуждв производства и обстоятельства. Изначально могло быть как написано, в последствии по тихому изменили. Моторчики год от года становились хуже и хуже.
Редактировалось: 2 раза (Последний: 23 августа 2017 в 11:57, krotik: причина не указана)
вот потому я более склонен к тому, что вся пара была чугунная, поскольку стальную втулку отлить крайне сложно, в отличие от литья чугунной втулки, да и на потоке чугун обрабатывается куда лучше. По гильзам знаю, что чугун после резца красивый, ровный, а сталь если резец чуть подтупился, уже драная, да и стальные гильзы растачивать на токарном накладно. Лично я бы делал пары чугунные именно из-за литейных свойств, и с шихтой проще, практически не угарают элементы
Какое это имеет значение, если имеем по факту неравномерность структуры и твердости? Как по глубине, отсчитывая от внутренней поверхности, так и по круговому распределению. Лично мне было неважно, по какой причине образовалась неоднородность структуры, приводящая к неравномерному снятию металла при использования метода, который условно можно назвать "с плавающим инструментом и не закрепленной деталью", а не с классической жесткой оправкой резца или шлифовального "камня" и деталью, жестко закрепленной на столе или планшайбе. В первом случае инструмент самоустанавливается "по своей прихоти", а во втором делает обработку по жестко заданной форме. Не имея возможности установить на станок и применить жесткую оправку для инструмента, мне пришлось минимизировать отклонения от необходимой формы при помощи тонкого абразивного полотна, которое не может сильно деформироваться при обработке. Соответственно, натяг был тоже не слишком сильным, чтобы минимизировать сопротивление резанию. В первых пробах заканчивали обработку классическим раздвижным притиром с пастой, но потом отказались от нее. Достаточно было закончить "шлифовку" на зерне 280, только "погонять" приходилось подольше - после этого получалась неплохая сетка. За счет того, что абразивное полотно прижималось не очень сильно, глубина резания была не очень глубокой. На зерне 400 сетка получалась мельче, не как от настоящего хона. Но случаев, когда после такой обработки ЦПГ плохо и недолго работала на моторе, не было выявлено.
Редактировалось: 3 раза (Последний: 24 августа 2017 в 08:16, Дед: причина не указана)
"Какая скучная забота пусканье мыльных пузырей! Ну, так и кажется, что кто-то нам карты сдал без козырей." Н.С. Гумилев
Хочу добавить о преимуществе расточки типа "Двойной конус". При работе мотора с такой расточкой происходит постоянное перемещение колец в глубине канавок и кольца не коксуются ни при каких условиях Премию мне!
Разборка Дарнелла. Маленькое и большое.Боярышно-ватно. Невольные в истерике-враги опять в Америке!




 Были проточены деревянные цилиндры из твердых пород. Горшок на мой токарный попросту не влезет, и вообще у меня часовой Т-28 на подшипниках скольжения, не для него работа. А вот дерево без проблем, нет опасности запороть подшипники.
Были проточены деревянные цилиндры из твердых пород. Горшок на мой токарный попросту не влезет, и вообще у меня часовой Т-28 на подшипниках скольжения, не для него работа. А вот дерево без проблем, нет опасности запороть подшипники.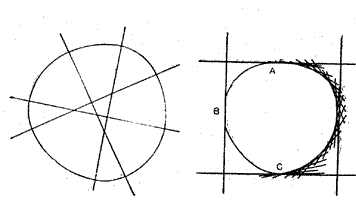


 на засыпку.
на засыпку.












